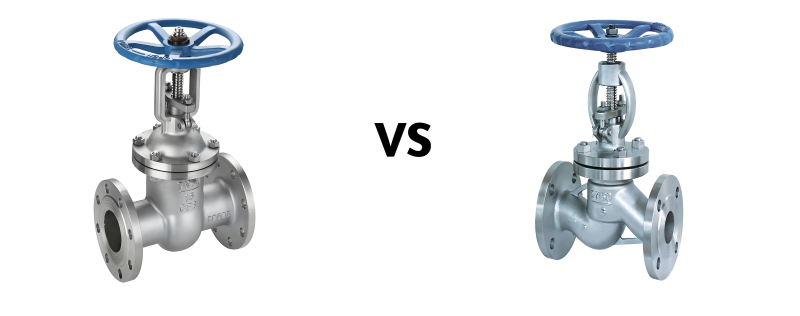
Gate Valve vs Globe Valve
A Comprehensive Comparison for Industrial Applications
Introduction
In the intricate web of industrial operations, the choice of valves may seem like a minor decision. Yet choosing the appropriate valve can play a vital role in ensuring smooth functioning processes. Valves play a critical role in controlling the flow of liquids or gases within pipelines across industries ranging from oil refineries to water treatment plants. Of all the available valve options, two stand out: gate valves and globe valves. It's not simply about choosing between these two mechanisms; rather, the question should focus on which mechanism best meets specific industrial needs - while balancing efficiency and functionality. Given the significance of valve selection in industrial settings, understanding the difference between gate valves and globe valves becomes essential. We will carefully unpack their differences in this article in order to highlight which might prove most suitable in meeting your operational requirements.
Table Content
- Gate Valve Structure and Functionality
- Globe Valve Structure and Functionality
- Applications of Gate Valves
- Applications of Globe Valves
- Gate Valves Globe Valves
- Conclusion
Gate Valve Structure and Functionality
Design Description
Gate valves are essential components in industrial fluid-handling systems due to their distinctive design features. Consisting of a movable gate that slides up and down within its valve body, gate valves allow users to control liquid or gas flow using minimal pressure drops - ideal for applications where straight-through flow is essential such as pipelines transporting high viscosity fluids or slurries - unlike ball or butterfly valves which cause more turbulence or resistance than gate valves do.
Flow Characteristics
One of the defining characteristics of gate valves lies in their sealing mechanism and operational method. As soon as fully closed, their gates move perpendicular to the direction of flow for tight seal when fully shut - this design feature ensures minimal fluid leakage when shut, increasing isolation effectiveness in systems effectively. Gate valves may be operated via handwheel, gearbox or actuator depending on their size and type, providing easy opening/closing mechanisms and swift responses during emergencies where rapid shutoff may be necessary.
Sealing and Operation
Gate valves utilize a sealing mechanism which involves the gate pressing against two seats located on either end of the valve body to create a tight seal when closed and prevent leakage. They can be operated via manual handwheel or actuator which raise or lowers or opens or closes their gate to open or close them respectively, making them particularly easy and reliable when it comes to sealing reliably.
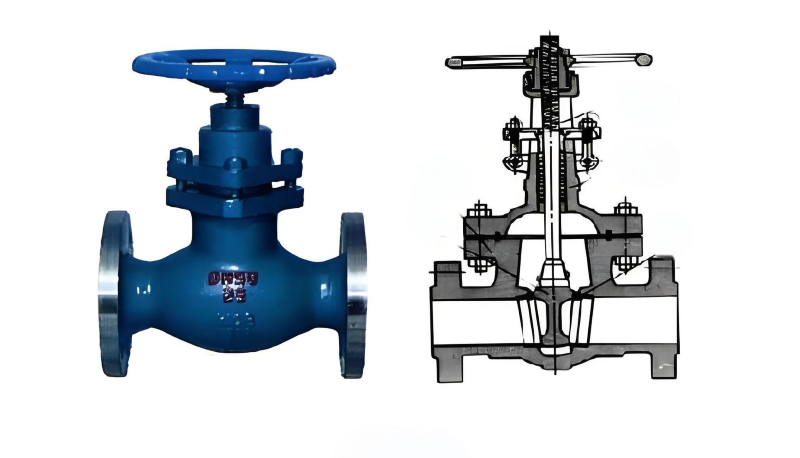
Globe Valve Structure and Functionality
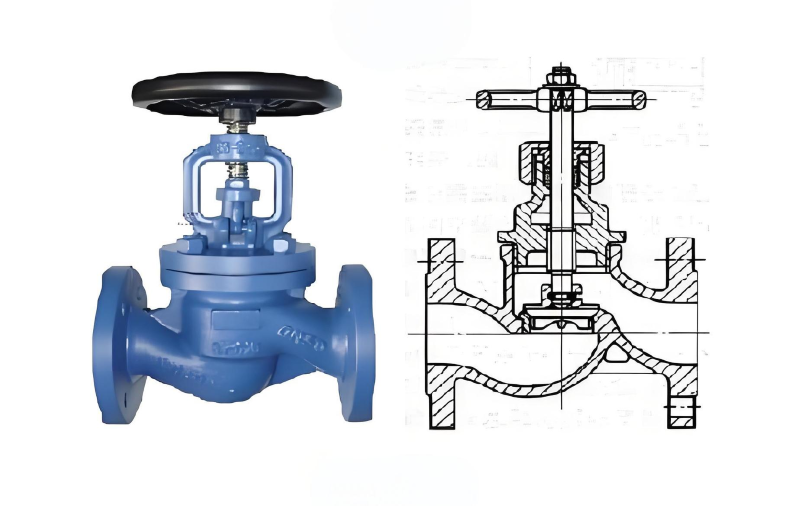
Construction Insight
Globe valves get their name from their globe-like valve body design. Operating using linear movement, globe valves feature precise control through linear stem plug or disk movement up or down. Their precise control makes them suitable for applications requiring accurate throttling capabilities while their mechanism enables fine adjustments of fluid passage rates through linear plug movement within its seat allowing optimal control over what passes through them.
Throttling Capability
When comparing globe valves to other common valve types like ball valves, one primary differentiating feature lies in their operation. Globe valves are frequently preferred over ball valves when precise adjustment and control of flow are essential. While ball valves excel in providing quick shutoff capabilities, they may not offer the same level of precision as globe valves when it comes to regulating flow rates accurately. For industries where maintaining specific flow conditions is critical, such as in water treatment plants or pharmaceutical manufacturing processes, globe valves emerge as a reliable choice.
Differentiation
Globe valves stand out from other common valve types like ball valves in terms of their operation; often preferring them over ball valves when precise adjustment and control of flow is critical. While ball valves may provide quick shutoff capabilities, their precision in terms of regulating flow rates may not match up to that offered by globe valves - an essential feature when used for water treatment plants or pharmaceutical manufacturing processes where maintaining specific flow conditions are vitally important.
Applications of Gate Valves
Industry Use
Gate valves have become an indispensable asset across various industries, particularly oil and gas production processes. Their versatility lies at the core of oil extraction process relying heavily on gate valves' functionality. Gate valves play an essential role in controlling crude oil flow between pipelines and reservoirs during oil extraction processes; their robust designs make them suitable for high-pressure applications common among these industries, ensuring efficient regulation even under extreme circumstances. Their capacity to withstand significant pressure levels without impacting performance distinguishes gate valves as essential systems integrity safeguarding tools.
Suitability
Gate valves have become a ubiquitous fixture across various industrial settings, not just the oil and gas industry. Their straight-through flow characteristic ensures minimal pressure drop during operation, making them suitable for environments in which maintaining constant pressure levels is essential for operational efficiency. Unfortunately, gate valves still come with certain limitations which limit their use compared to globe or needle valves which offer greater control of flow rates.
Advantages and Limitations
One of the key benefits of gate valves is their low pressure loss when fully open, making them highly energy efficient for applications where energy conservation is important. Furthermore, due to their simple design, gate valves are relatively easy to maintain. Unfortunately, though they're great for full opening applications like energy conservation or throttling applications; partial openings may cause wear-and-tear on their gates that could require frequent maintenance issues later down the road.
Applications of Globe Valves
Versatility
Globe valves find numerous applications across industries, but one industry in particular where globe valves excel is HVAC. Globe valves play a central role in managing hot or cold water flows through pipes regulating temperature throughout buildings. Their precise flow control capabilities make them invaluable tools for maintaining consistent indoor climate conditions while their precise throttling capacity ensures desired airflow can be attained quickly resulting in improved energy efficiency in HVAC operations.
Flow Regulation
Globe valves excel in industries requiring precise control of fluid flow rates, such as pharmaceutical manufacturing and chemical processing plants. Where accuracy is paramount for production quality and safety reasons, globe valves provide essential regulation of chemical movements within intricate systems - providing consistent controls even during minor fluctuations in flow rate fluctuations. Their design permits fine adjustments that other valve types might not offer consistently - thus being invaluable tools in maintaining consistency during industrial processes that depend on even minor changes to flow rate fluctuations.
Limitations
While globe valves offer both versatility and precision, in certain instances using them may not be optimal. For instance, in applications requiring rapid on/off cycling to meet frequent operation needs, other valve types like ball valves may provide quicker response times due to being ball valves rather than globes. Furthermore, globes tend to produce higher pressure drops compared to designs like gate valves when fully open; engineers considering systems sensitive to pressure differentials or operating under stringent pressure constraints might prefer gate or other alternatives that offer lower resistance to flow depending on their application needs.
Gate Valves Globe Valves
Advantages
Gate valves offer several benefits, including:
- Low Pressure Loss: When fully open, gate valves provide minimal resistance to flow, resulting in low energy consumption.
- Minimal Leakage: The tight sealing mechanism ensures minimal leakage when the valve is closed.
- Ease of Maintenance: The simple design of gate valves makes them relatively easy to maintain.
Globe valves also offer distinct advantages:
- Precise Flow Control: The design allows for accurate regulation of fluid flow, making globe valves ideal for throttling applications.
- Effective Throttling: Globe valves can handle partial openings without significant wear, providing reliable performance in throttling scenarios.
Disadvantages
Gate valves have some drawbacks:
- Limited Throttling Capability: Gate valves are not suitable for precise flow control, as partial openings can cause damage to the gate.
- Susceptibility to Particulate Damage: In applications involving fluids with particulate matter, gate valves can be prone to damage from particles getting lodged in the gate mechanism.
Globe valves also have their own set of disadvantages:
- Higher Pressure Drop: The more tortuous flow path in globe valves results in higher pressure losses compared to gate valves.
- Complex Maintenance: The intricate design of globe valves means they require more frequent maintenance and can be more challenging to service.
Key differences
A globe and gate valve differ primarily in their operational capabilities. A gate valve operates using an either/or principle; either fully open or fully closed - making it ideal for applications requiring tight shutoff. Conversely, globe valves offer more nuanced control as they can be partially opened to adjust flow rate within a system, making them versatile in regulating fluid movement within it.
One key advantage of the gate valve's straightforward design is its minimal resistance to flow when fully opened, but this also limits its capacity for precise flow control compared to globe valves. Globe valves feature fine adjustments via a disc that rises and falls against flow direction for increased fluid control accuracy compared to their gate counterparts, making the latter especially valuable in situations requiring precise control of pressure or volume for optimal system performance. Choosing the proper valve for specific industrial needs is therefore of utmost importance.
Conclusion
Industrial valves present unique advantages and limitations when selecting from among gate valves or globe valves, particularly when considering gate versus globe options. Gate valves stand out with regard to low pressure loss during operation, minimal leakage potential and easy maintenance requirements. However they may fall short in meeting precise throttling needs and be susceptible to damage from particles present in fluid flow.
When selecting gate and globe valves for industrial applications, a thorough knowledge of their individual advantages and disadvantages is of utmost importance. An informed decision-making process must align with your operational environment and its unique requirements, as well as with any essential functions your valve must fulfill in an optimal manner. By carefully considering factors such as flow regulation precision, durability under variable pressure conditions, ease of maintenance and resistance to external elements when selecting gate and globe valves for industrial needs, you can make an educated choice that will maximize efficiency while simultaneously improving system performance and longevity.
To receive more in-depth assistance in choosing the appropriate valves or industrial solutions for your operation, or any assistance needed with them, do not hesitate to reach out - our team of specialists are on hand and happy to guide you towards making an optimal selection for your operational requirements.